تصفح الكمية:0 الكاتب:محرر الموقع نشر الوقت: 2021-08-19 المنشأ:محرر الموقع









1 نبذة مختصرة:Tundish معالتدفئة التعريفيتجذب الأجهزة المزيد والمزيد من الاهتمام في عملية صناعة الصلب في السنوات الأخيرة.سيشغل سخان الحث المزدوج قدرة تسخين كبيرة ، مما يقلل بالتالي من إنتاج مصنع الصلب.تم طرح تقنية التسخين ذات الحث الفردي في العمل الحالي.تتم دراسة خصائص التدفق الخاصة به عن طريق نمذجة المياه مع مراعاة حالات الخدمة غير المتساوية والحرارة ، ومقارنتها مع السخان مزدوج الحث.أظهرت النتائج أن الاتساق المتدفق بين الخيوط المختلفة أضعف قليلاً مع سخان الحث الفردي مقارنةً بسخان الحث المزدوج.على الرغم من ذلك ، يمكن للحالة المحسّنة أن تفي تمامًا بالمتطلبات الصناعية مع كسر حجمها الميت 15٪ والحد الأدنى لوقت الكسر 92 ثانية.
الكلمات الدالة:Tundish مع تسخين بالحث من نوع القناة ؛سخان الحث الفرديمجال التدفق
1.مقدمة
Tundish هو وعاء معدني مهم في عملية الصب المستمر لتوزيع الفولاذ المصهور بين المغرفة والقالب ، وتعزيز إزالة الشوائب غير المعدنية ، وتحسين جودة السطح والجودة الداخلية للمسبوكات نتيجة لذلك [1-6].ومع ذلك ، مع استمرار الصب ، ستنخفض درجة حرارة الفولاذ المصهور بشكل ملحوظ في كل من المغرفة والغطاء بسبب فقدان الحرارة ، مما سيؤدي إلى تغيير سرعة الصب من أجل التشغيل السلس وعدم استقرار تدفق السوائل في البوتقة والعفن.للحفاظ على الصب الثابت تحت درجة حرارة ثابتة معينة ، تم إيلاء المزيد والمزيد من الاهتمام لتكنولوجيا تسخين الفولاذ المصهور بواسطة مسدس البلازما أو قناة الحث في tundish في السنوات الأخيرة.في ظل هذه الحالة ، يمكن توقع تحقيق جودة السطح والجودة الداخلية المتسقة لمنتجات الصب.ومع ذلك ، نظرًا لتركيب السخان الحثي ، فإن الحجم الفعال للوتندش سوف يستنتج وستتباين خصائص تدفق السائل ، مقارنةً بالمسدس التقليدي.
تم استخدام جهاز tundish ذو 7 خيوط مع قناة تسخين حثي متناظرة في مصنع للصلب في الصين ، والذي يستخدم لإنتاج فولاذ نابض ومحمل عالي الجودة.ومع ذلك ، وجدت المسارات الصناعية أن التضمينات غير المعدنية في كتل حبلا 2 و 6 هي أكثر من الخيوط الأخرى ، والتي كان يُشتبه في أنها نتيجة هيكل اللولب غير العقلاني عند اعتماد قناة الحث.لذلك ، تم إجراء تحسين هيكلي بواسطتنا وتم توفير حالة مُحسَّنة بناءً على سخان الحث المزدوج.مقارنة بهيكل النموذج الأولي ، تم تقليل جزء حجم المنطقة الميتة للحالة المُحسَّنة بنسبة 30.16٪ ، وتم إطالة متوسط وقت الإقامة بمقدار 278 ثانية.لتوسيع الحجم الفعال للبوتقة وزيادة كفاءة الإنتاج ، من المتوقع أن يتم اعتماد سخان واحد في مصنع الفولاذ هذا.لذلك ، في العمل الحالي ، سيتم تحسين هيكل هذا اللولب ذي السبعة حبال مع السخان أحادي الحث من خلال النموذج المادي ، وسيتم الكشف عن خصائص تدفق وسلوكيات السوائل فيه ، وهو أمر مفيد لتطبيق أفضل لهذا. سفينة مبتكرة في الصناعة.
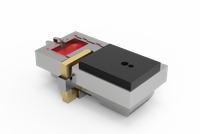
يظهر الشكل التخطيطي لها في الشكل 1. حجرة الصب وغرفة التفريغ موصولة بقناتي تسخين ، وسخانان حول القنوات.يتدفق الفولاذ المصهور من حجرة السكب إلى حجرة التفريغ فقط عبر القنوات.
![]()

شكل 1.رسم تخطيطي لل tundish [8]
3. النتائج والمناقشات
3.1ل nتجربة متساوية الحرارة
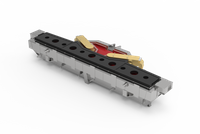
في العملية الصناعية ، عندما يتدفق الفولاذ المصهور عبر قناة الحث ، سيتم تسخينه.ستولد القوى الكهربائية المختلفة تأثيرات تسخين مختلفة.لملاحظة آثار التسخين التعريفي على تدفق السائل ، تجارب غير متساوية الحرارة مع اختلافات مختلفة في درجات الحرارة (![]() = 0 ، 5 ، 10 ، 20 ، 30 درجة مئوية) من السوائل تم إجراؤها أولاً للنموذج الأولي مع السخان ذو الحث الفردي (5º من ميل القناة لأعلى ، 300 مم من تصدير القناة إلى السطح السفلي المائل).يظهر المخطط الهيكلي في الشكل 2. اعتماد درجة حرارة المياه المحيطة لنمذجة الفولاذ المصهور بدون تسخين خارج القناة ، تم حقن درجات حرارة مختلفة من الماء الساخن من مدخل القناة.تم سرد المخطط التجريبي في الجدول 1.
= 0 ، 5 ، 10 ، 20 ، 30 درجة مئوية) من السوائل تم إجراؤها أولاً للنموذج الأولي مع السخان ذو الحث الفردي (5º من ميل القناة لأعلى ، 300 مم من تصدير القناة إلى السطح السفلي المائل).يظهر المخطط الهيكلي في الشكل 2. اعتماد درجة حرارة المياه المحيطة لنمذجة الفولاذ المصهور بدون تسخين خارج القناة ، تم حقن درجات حرارة مختلفة من الماء الساخن من مدخل القناة.تم سرد المخطط التجريبي في الجدول 1.
![]()

الشكل 2 الشكل 2. المخططات الهيكلية للبوتقة مع سخان الحث الفردي
الجدول 1. مخطط التجربة غير متساوي الحرارة.

يتم عرض المعلمات المميزة للسائل للحالات المختلفة في الجدول 2 ، ويتم توضيح منحنيات RTD في الشكل 3.
طاولة2.المعلمات المميزة لحالات التجارب غير المتساوية.

![]()

الشكل 3.منحنيات RTD لتجربة غير متساوية الحرارة بشكل مختلفΔ ت: (a) حالة P0 ،Δ ت= 0درجة مئوية ؛(b) P1 ، 5 درجات مئوية ؛(c) P2 ، 10 درجة مئوية ؛(d) P3 ، 20 درجة مئوية ؛(e) P4 ، 30 درجة مئوية.
من الجدول 2 ، للحالة P0 (![]() = 0 درجة مئوية) ،
= 0 درجة مئوية) ،![]() 35 ثانية فقط ، يصل جزء الحجم الميت إلى 54.58٪ ، مما يعني أن نصف سائل التندِش يتدفق ببطء.يمكن تفسير السبب من خلال منحنيات RTD في الشكل 3 (أ) على النحو التالي: تركيزات الذروةنسخة0من السلاسل 2 و 6 في حالة P0 يتجاوز كلاهما 5.0 ، ويظهران أشكالًا حادة ، مما يشير إلى أن معظم المتتبع يتدفق مباشرة إلى المخرج 2 والمخرج 6 ، مشكلاً \\"تدفق ماس كهربائى \\".مقارنة الحالة P0 مع النموذج الأولي لعلبة السخان ذات الحث المزدوج A0 من المرجع [8] ، المنطقة الميتة
35 ثانية فقط ، يصل جزء الحجم الميت إلى 54.58٪ ، مما يعني أن نصف سائل التندِش يتدفق ببطء.يمكن تفسير السبب من خلال منحنيات RTD في الشكل 3 (أ) على النحو التالي: تركيزات الذروةنسخة0من السلاسل 2 و 6 في حالة P0 يتجاوز كلاهما 5.0 ، ويظهران أشكالًا حادة ، مما يشير إلى أن معظم المتتبع يتدفق مباشرة إلى المخرج 2 والمخرج 6 ، مشكلاً \\"تدفق ماس كهربائى \\".مقارنة الحالة P0 مع النموذج الأولي لعلبة السخان ذات الحث المزدوج A0 من المرجع [8] ، المنطقة الميتة![]() من السابق ، والانحرافات المعيارية
من السابق ، والانحرافات المعيارية![]() و
و![]() كلها أكبر من الأخيرة ، مما يشير إلى أنه بغض النظر عن النموذج الأولي للسخان ذي الحث المزدوج أو السخان الفردي ، حقول التدفق الخاصة بهم كلاهما غير منطقي في ظل الظروف دون اختلاف في درجة الحرارة.
كلها أكبر من الأخيرة ، مما يشير إلى أنه بغض النظر عن النموذج الأولي للسخان ذي الحث المزدوج أو السخان الفردي ، حقول التدفق الخاصة بهم كلاهما غير منطقي في ظل الظروف دون اختلاف في درجة الحرارة.
للحالة P1 (![]() = 5 درجات مئوية) ، المجموع
= 5 درجات مئوية) ، المجموع![]() هي 45 ثانية و
هي 45 ثانية و![]() من 2اختصار الثانيحبلا 44 ثانية.أيضا ، هناك فرق كبير بين منحنيات RTD للخيوط المختلفة.ومع ذلك ، فإن جزء المنطقة الميتة من tundish بأكمله هو 3.66 ٪ فقط ، وهو أصغر بكثير من الحالة P0.مع زيادة اختلاف درجات الحرارة ، من الواضح أن الحد الأدنى لوقت الفاصل ووقت الذروة للحالات من P2 إلى P4 يتم تمديده وتختفي المنطقة الميتة.
من 2اختصار الثانيحبلا 44 ثانية.أيضا ، هناك فرق كبير بين منحنيات RTD للخيوط المختلفة.ومع ذلك ، فإن جزء المنطقة الميتة من tundish بأكمله هو 3.66 ٪ فقط ، وهو أصغر بكثير من الحالة P0.مع زيادة اختلاف درجات الحرارة ، من الواضح أن الحد الأدنى لوقت الفاصل ووقت الذروة للحالات من P2 إلى P4 يتم تمديده وتختفي المنطقة الميتة.
بمقارنة الحالات من P1 إلى P4 ، تصبح منحنيات RTD لسبعة خيوط أكثر اتساقًا مع الزيادة في![]() ، والانحرافات المعيارية (S) في الجدول 2 يتناقص بشكل عام.
، والانحرافات المعيارية (S) في الجدول 2 يتناقص بشكل عام.
لشرح الظاهرة المذكورة أعلاه ، تم توضيح مسار الحبر للحالتين P0 و P3 في الشكلين 4 و 5 على التوالي.
![]()

الشكل 4.مسار تشتت الحبر في الحالة P0
![]()

الشكل 5.مسار تشتت الحبر في الحالة P3
بالنسبة للحالة P0 ، يتدفق الحبر الأسود أولاً على طول القناة المائلة (الأشكال 4 أ).عند 78 ثانية ، يتشتت بعض الحبر على سطح الحمام ، بينما يتدفق الآخر مباشرة إلى المخرج 2 ، مشكلاً \\"تدفق ماس كهربائى \\".في هذه الحالة ، لن يكون للشوائب غير المعدنية الموجودة في هذا الشريط الوقت الكافي لتطفو وتزيل.من الشكلين 4 (ج) و (د) ، لا يمكن أن يتدفق الحبر تقريبًا إلى المخرج القريب 4 ، في حين أن الأكثر تركيزًا على جانبي التندش ، مما يشير إلى أن المنطقة القريبة من المخرج 4 هي المصدر الرئيسي للمنطقة الميتة.من الجدول 2 ، فإن![]() تصل إلى 54.58٪ ، وهو ما يمثل أكثر من نصف حجم البوتقة.بالإضافة إلى ذلك ، فإن
تصل إلى 54.58٪ ، وهو ما يمثل أكثر من نصف حجم البوتقة.بالإضافة إلى ذلك ، فإن![]() و
و![]() تظهر على التوالي 122.40 و 101.94 ، مما يشير إلى اختلاف كبير في ميزة التدفق بين الخيوط المختلفة.لذلك ، تحسين الهيكل الداخلي للنموذج الأولي مع سخان الحث الفردي بشرط
تظهر على التوالي 122.40 و 101.94 ، مما يشير إلى اختلاف كبير في ميزة التدفق بين الخيوط المختلفة.لذلك ، تحسين الهيكل الداخلي للنموذج الأولي مع سخان الحث الفردي بشرط![]() = 0 ضروري للغاية.
= 0 ضروري للغاية.
من الشكل 5 ، يكون مسار الحبر في حالة P3 متميزًا جدًا عن الحالة P0 ، فإنه يتدفق أولاً إلى سطح الحمام مع الماء الساخن من القناة (الشكل 5 (أ)) بسبب الطفو الحراري ، ثم يتراكم إلى البوتقة بأكملها السطح (الشكل 5 (ب)) ، لا يولد تدفق قصر الدائرة في هذه الحالة.بعد ذلك ، ينخفض التدفق الساخن تدريجياً إلى كل منفذ.مع مرور وقت طويل من السطح إلى أسفل البوتقة ، يزداد وقت بقاء السائل بشكل كبير.بالإضافة إلى ذلك ، فإن التدفق الساخن يغوص بالكامل ، وبالتالي يختفي الحجم الميت لهذه العلبة.
3.2لتجريبي متساوي الحرارة
كما تم وصفه في المرجع [8] ، عند التسخين التعريفي للتدفقات اللولبية لفترة من الوقت ، فإن فرق درجة الحرارة للفولاذ المنصهر داخل وخارج قناة الحث سوف ينخفض حتى يختفي.في ذلك الوقت ، سيصبح الفولاذ المصهور في tundish تدفقًا متساوي الحرارة.بالإضافة إلى ذلك ، عادةً ما يتم استخدام عملية التسخين التعريفي لبعض درجات الصلب الخاصة مثل المحمل والفولاذ الزنبركي لاعتبارات اقتصادية.بالنسبة لدرجات الفولاذ العادية ، لن تعمل وظيفة تسخين القنوات.في ظل هذه الحالة ، يكون تدفق الفولاذ المصهور عبر القناة متساويًا أيضًا.لذلك ، من أجل التحسين الهيكلي للوتد باستخدام التسخين أحادي الحث ، فإن التجربة المتساوية لنموذج الماء ضرورية.
بناءً على نتائج السخان مزدوج الحث [8] ، تم تصميم علبة السخان الفردي على النحو التالي: يتم ضبط قناة الحث على أنها أفقية وترتفع إلى 340 مم بعيدًا عن السطح السفلي للغطاء ، السدين عند يتم توزيع كل جانب من جوانب tundish بشكل متماثل بين المنافذ ، حيث يكون السد 1 في الموضع 375 مم إلى المخرج 2 ، والسد 2 عند 240 مم إلى المخرج 3.يتم ترتيب ارتفاعات السدود على التوالي كـ 0 و 340 و 420 و 500 مم ، ويتم سرد المخطط التجريبي في الجدول 3. يتم عرض معلمات خصائص التدفق في الجدول 4 ، وتظهر منحنيات RTD الخاصة بهم في الشكل 6.
طاولة3.مخطط التجربة متساوي الحرارة
قضية | زاوية ميل القناة / ° | ارتفاع القناة / مم | ارتفاع السد / مم |
ش 1 | 0 | 340 | 0 |
G2 | 0 | 340 | 340 |
G3 | 0 | 340 | 420 |
ش 4 | 0 | 340 | 500 |
طاولة4.معاملات خصائص التدفق في تجربة متساوية الحرارة

![]()

الشكل 6منحنيات RTD للتجربة متساوية الحرارة في حالات مختلفة: (أ) G1 ؛(ب) G2 ؛(ج) G3 ؛(د) G4
من الجدول 4 ، يزداد متوسط زمن الإقامة للحالة G1 بمقدار 292 ثانية وينخفض جزء المنطقة الميتة بمقدار النصف مقارنة بالحالة P0 ، مما يشير إلى أن ارتفاع قناة الحث موات لتحسين مجال التدفق.ومع ذلك ، لا يمكن أن تكون قناة الحث عالية جدًا نظرًا لحدود السطح السائل من البوتقة والصلب المسكن.
بمقارنة الحالات من G2 إلى G4 ، يطول متوسط وقت الإقامة ، وينخفض جزء المنطقة الميتة وتركيز الذروة مع الزيادة في ارتفاع السد ، مما يشير إلى أن السد العالي مفيد لتحسين مجال التدفق لهذا المنحدر.هذا لأن السائل يتدفق لأعلى بدلاً من مباشرة إلى oulet2 والمخرج 6 بسبب دليل السد العالي.في ظل هذه الحالة ، يتم التخلص من التدفق القصير.تقترب معلمات التدفق للحالة G3 من تلك الخاصة بالحالة G4 ، وبالتالي يُعتقد أن الحالة G3 هي الأمثل ، مع الأخذ في الاعتبار الإنتاج الفعلي وكمية الفولاذ المتبقي.
من منحنيات RTD في الشكل 6 ، يكون الفرق بين الخيوط المختلفة كبيرًا نسبيًا حيث أن مجموعة السخان أحادي الحث تجعل مجال التدفق غير متماثل على جانبي غرفة التفريغ في البوتقة.
4 - نتائج
تم الكشف عن خصائص التدفق لمسدس الصب المبتكر مع سخان الحث الفردي من نوع القناة بواسطة طريقة نموذج المياه ، بناءً على ظروف العمل المتساوية وغير المتساوية للحرارة ، ويتم طرح التصميم الأمثل للتحكم في التدفق.يتم استخلاص الاستنتاجات التالية:
في ظل الوضع غير المتساوي الحرارة ، يتدفق السائل من قناة التسخين لأعلى مباشرة إلى سطح السائل ، والذي يحتمل أن يكون مناسبًا لإزالة الشوائب غير المعدنية في الفولاذ.كلما زاد الاختلاف في درجة الحرارة داخل قناة التسخين وخارجها ، كان التدفق الصاعد أكثر وضوحًا.عندما يصل فرق درجة الحرارة إلى 10 درجات مئوية ، يتم القضاء على المنطقة الميتة من البوتقة تمامًا ، ويصل الحد الأدنى لوقت بقاء السائل ومتوسط وقت البقاء إلى 353 ثانية و 1067 ثانية ، على التوالي ، أطول بكثير من ذلك في حالة عدم وجود اختلاف في درجة الحرارة .
في ظل الوضع المتساوي الحرارة ، يمكن أن يؤدي ارتفاع قناة الحث ومجموعة السدود المزدوجة في tundish إلى تقليل جزء المنطقة الميتة ، ويمتاز السد العالي بميزة على السد المنخفض.انخفض جزء المنطقة الميتة للحالتين G3 و G4 من 45.57٪ في النموذج الأولي tundish و 54.58٪ في حالة P0 إلى أقل من 16٪.بالنظر إلى ارتفاع سطح السائل وكمية الفولاذ المتبقي في البوتقة ، يمكن اعتبار العلبة G3 (ارتفاع قناة الحث 340 مم ، ارتفاع سدين 420 مم) الخيار الأمثل للإنتاج الفعلي.
لا يجوز استخدام هذه المقالة بأي شكل ، بما في ذلك النسخ أو التعديل بدون إذن كتابي من المؤلف الأصلي.